精装画册印刷工艺包括什么工艺-凯发体育在线
时间:2016-06-03
作者:长城印刷
点击量:
印后凯发体育在线-凯发体育平台官网正向着个性化、多元化发展,软面精装作为一种新的精装工艺,以其低廉的成本、简化的工艺得到了越来越多出版社的青睐和读者的眷顾。
软面精装书封面压线尺寸设计
1、方背
书背尺寸以压平、打捆后测得的实际书背尺寸为准。32开以及32开以下的书籍飘口为3.0mm,16开书籍飘口为3.5mm,八开及八开以上书籍飘口为4.0mm。 由于书背包背后有重叠以及堵头布的占用,需在书背左右各增加2.0—2.5mm。四边折边均定为15mm,若尺寸不够大则可向外放大白边。方背软面精装书封面压线尺寸为: 高=成品高 2x飘口宽;
书背尺寸以压平、打捆后测得的实际书背尺寸为准。32开以及32开以下的书籍飘口为3.0mm,16开书籍飘口为3.5mm,八开及八开以上书籍飘口为4.0mm。 由于书背包背后有重叠以及堵头布的占用,需在书背左右各增加2.0—2.5mm。四边折边均定为15mm,若尺寸不够大则可向外放大白边。方背软面精装书封面压线尺寸为: 高=成品高 2x飘口宽;
宽=实测书背尺寸 2x成品宽 2x飘口宽十2><(2或2.5mm)(书背重叠及堵头布占用)。
2、圆背
书背尺寸以压平、打捆后测得的实际书背尺寸x1.1为准,32开以及32开以下的书籍飘口为3.0mm,16开书籍飘口为3.5mm,八开及以上书籍飘口为4.0mm。 由于圆背包背后同样有重叠及堵头布占用,也应在书背左右各加2.5—3.0mm,四折边均定为15mm,若尺寸不够大则可向外放大白边。圆背软面精装书封面压线尺寸为:高=成品高 2x飘口宽;宽=实测书背尺寸x1.17十2x成品宽十2x飘口宽 2x(2.5或3mm)(书背重叠及堵头布占用)。
软面精装书是指在封面制作上不同于一般精装书加工制作的新型精装工艺,其书芯加工和套合加工工艺与一般精装书的制作完全相同。
制作工艺流程
1、书芯加工
折页→粘环衬、单页→配书→锁线→压平、打捆→刷胶干燥→分本裁切→扒圆起脊→三粘(粘堵头布、纱布、书背纸或筒子纸)。
2、封面加工
2、封面加工
封面(uv上光、压凹凸等整饰后)→压线、模切成型→刷胶黏剂→折四边、糊制软包封面。
3、套合加工
3、套合加工
涂中缝胶→书芯与软包封面套合→压槽→扫衬→压平定型。
精装书壳的结构
根据国家行业标准cy/t.6-91精装书壳质量的要求及检验方法,将精装书壳分为整面书壳和接面书壳两种。 整面书壳是由一张完整的封面材料制成(如全布面、全纸面)。接面书壳的封面材料不是一整块,通常是封面和封底用一种材料,书腰用一种材料并接而成(如布腰纸面、皮腰布面和包四角的封面)。
精装书壳是由软质裱面材料,里层材料和中径纸三部分组成。
常用的裱面材料有绸缎、人造革、漆布、塑料纸、各种织物及纸张等。里层材料,即组成前、后封的材料,多采用纸板。中径纸用厚纸或纸板。书壳在展开平放时,前后封中间的距离叫中径。前后封的硬纸板与中径纸板中间的距离叫中缝,也称隔槽、书槽。
在前封及中腰正面上,一般用烫印或印刷方法印上书名、作者名、出版社名称及其它装饰性图案。中径纸能使书壳中腰坚固和富有弹性,便于烫印;在翻阅全书时,中径纸是支持书芯的弹性支柱。
塑料书壳没有列入行业标准,这类书壳一般是根据出版社的要求而制作的。它是采用高频介质将塑料膜加热,按照书刊规格压制而成的整面书壳。塑料防水又耐磨,故用于经常翻阅或小开本的字典、手册、工具书之类的书刊装帧。使用时,将粘在书芯两面的硬卡纸塞在塑料封面的套层内成为书册。
书壳是书刊的外衣,对于书藉来说,它一方面起着外部装饰作用,另一方面也是为了保护书籍使其具有完好的使用性。因此,书壳不仅应有美观的外表,而且还应有耐用性,制作材料便宜而不变形。为了满足人民对书刊日益增长的要求,在大批量的生产中,还要求书壳的制作及与书芯的套合,更易于实现机械化和自动化的生产。
书壳制作工艺
1.封面纸板的裁切
我国生产的精装书籍、画册等封面用纸板为平张纸板,其尺寸为1350mm×920mm。在裁切纸板时,首先应从四边裁去10mm左右的纸板边,而后根据书刊的开本尺寸,计算出书壳纸板的尺寸,按最经济的排列方案,并尽可能地使书籍的书背沿纸板纤维的纵纹进行裁切。目前裁切纸板除用单面切纸机外,还用与纸板压平烘干机连接使用的圆刀式切纸机。
2.书壳制作工艺
根据不同的开本及书芯厚度,将裁好的纸板、封面裱装材料及中径按一定的规格粘合在一起的工艺过程称为制书壳。所使用的设备称为制书壳机或糊封机。使用制书壳机可以制作整面书壳,也可以制作接面书壳。
制书壳机主要由刷胶机构,封面、纸板、中径纸输送机构,包边、包角机构,压实及输送机构等组成。完成从输料到精装书壳制作完成的全部工作。
书壳制作完成以后,还必需经过干燥,以排除糊封时粘接剂中的水分,保证下工序的正常进行。干燥的方法有自然干燥和人工干燥两种。自然干燥时间较长,一般要一天多的时间。人工干燥时间短,可以采用流通的空气吹干,或者采用红外干燥、高频干燥等。我国的印刷厂大多使用自然干燥法。
制作好的书壳还需要进行装饰加工,使其更加美观。精装书壳的装饰加工,是根据原设计的要求在书壳上加印文字和图案,根据制作书亮时所采用的表层材料,可以采用烫印、压凹凸或印刷的方法来完成。
下一篇:封套印刷用什么纸张
上一篇:为什么宣传单专版印刷比拼版印刷贵这么多
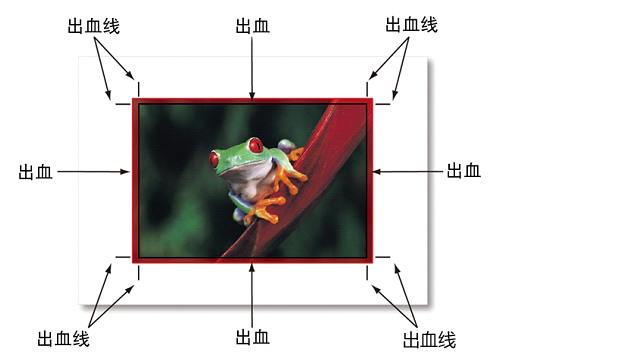 画册印刷怎样预留出血位?
画册印刷怎样预留出血位?
有一朋友将印刷好的画册和封套拿到某印刷厂理论,原因是制作出来的籍封面裁切中都出现漏白边的现象了。当时朋友很生气,印刷厂觉得自己很冤枉,因为他们裁切时已经很小心,主......
 图文印刷平面设计人员必备设计手册pdf格式
图文印刷平面设计人员必备设计手册pdf格式
广告:长城印刷为您提供专业的画册印刷、名片印刷、不干胶制作、折页制作等一切纸类印刷服务。 对于印刷厂来说,最怕就是遇到懂设计而不懂印刷基础的设计师,经常都由于没有考......
.jpg)
















.jpg)


